3Dプリントを開始すると、造形物のプリントに先立って周囲にスカート(Skirt)と呼ばれるプリントを行います。
印字初めは出てくるフィラメントの量がどうしても少なくなるので、定量出て来るまで、あらかじめ捨て打ちするようです。
しかし、小さいものを印字することが多い私の場合は、捨て打ち後も吐出量が不十分なことが多く、一層目のプリントがいまいちでやり直すことがよくあります。
そこで、Skirtの吐出量を増やしてみます。
分かりやすくするために、直径10mmの円筒モデルで実験します。
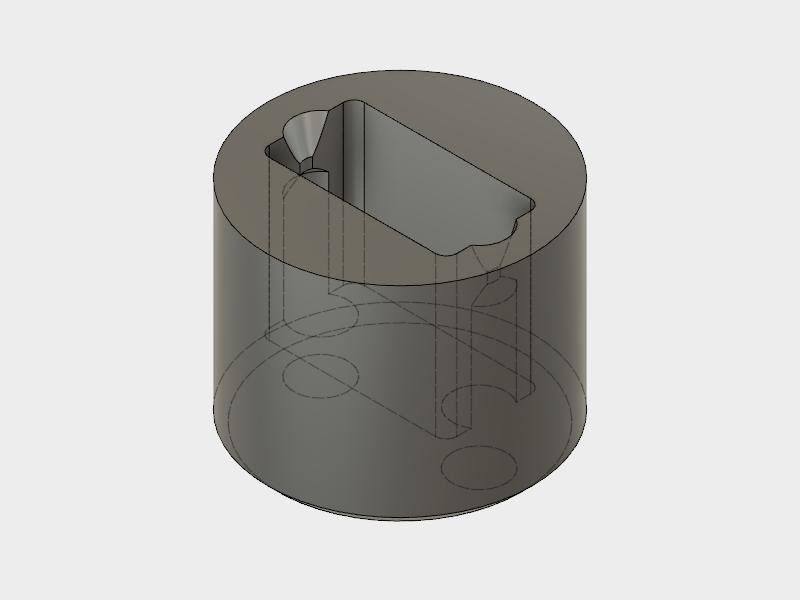
ちなみに、最近はモデルの底面に面取りを入れるようにしています。
理由はスクレーパーが入りやすくなり剥がしやすくなるからです。
また、面取りがきちんと形成できていなければ、テーブル高さが適正でないことがわかります。

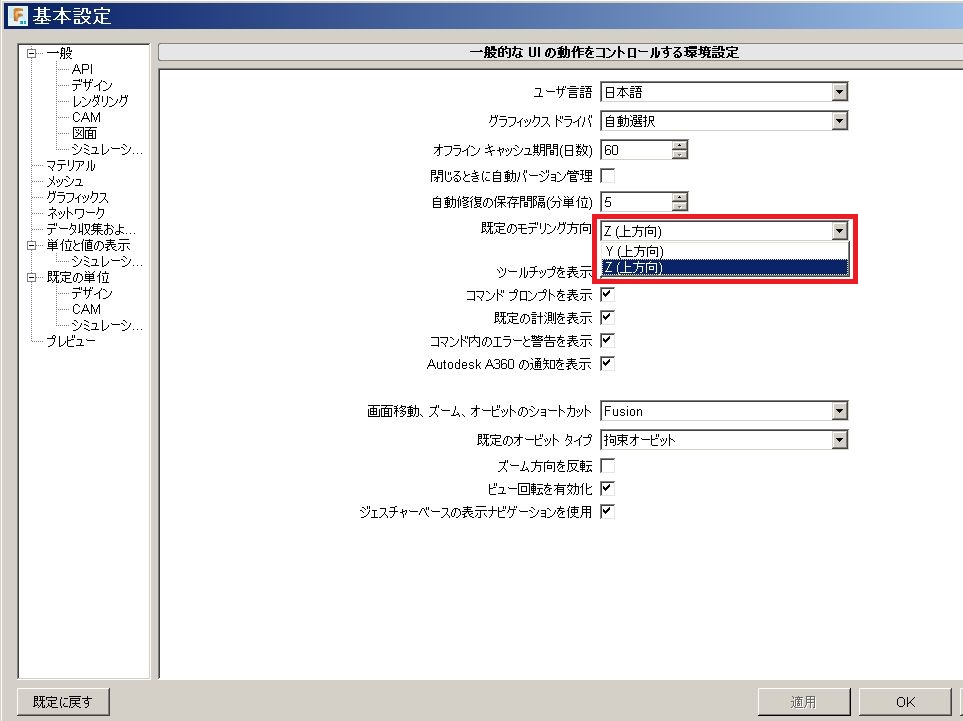
尚、上のモデルはFusion360でZ方向を上にして作図しています。
標準はY方向が上です。
3Dプリンタの物理的なZ軸方向と、CADのZ方向を一致させたほうがイメージしやすい方はこの変更がおすすめです。
Fusion360の基本設定で変更できます。
変更後の新しいモデルから適用されます。
さて、話を戻して、CuraのSkirtの設定です。
Open expert>Expert settings
で、Expert config ウインドウが開きます。
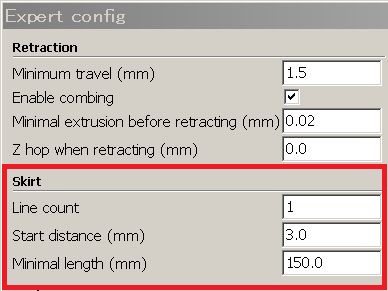
Line count : 1層という意味でしょうか?(調査中)
Start ddistance : 造形物からの距離
Minimal length : Skirtの最小長さ(小さい造形物の場合でも、最低でもこの長さは吐出する)
今回は小型の造形でも捨て打ち量が確保しやすいであろう、 「Minimal length」を大きくしてみます。
デフォルトの150mm。
直径10mmの造形物より3mm離れてプリントされるSkirtの直径は16mm。
1週の円周は約50mmなので、150mmのMinimal lengthの場合、Skirtは3周するという理解でいいのでしょう。
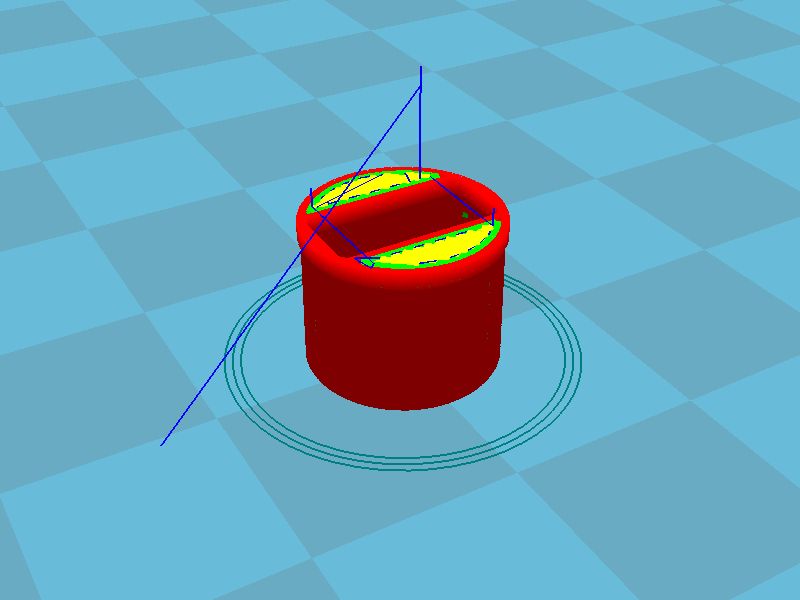
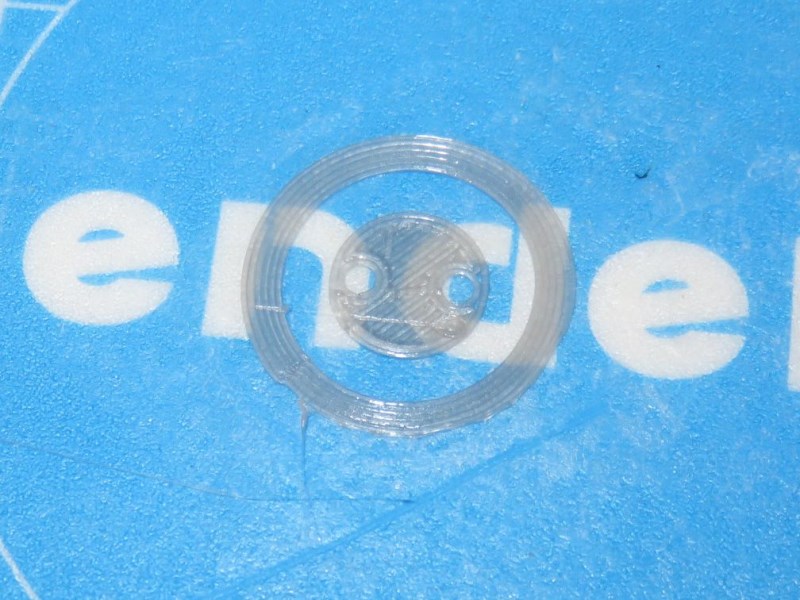
実際はこんな感じ。
吐出量が不十分な場合ですが、Skirtが1周もありません。
1回目の捨て打ち量が少なくて、再度やり直してうまくいくのだから、Minimal lengthを倍の300mmにします。
倍なので6周します。
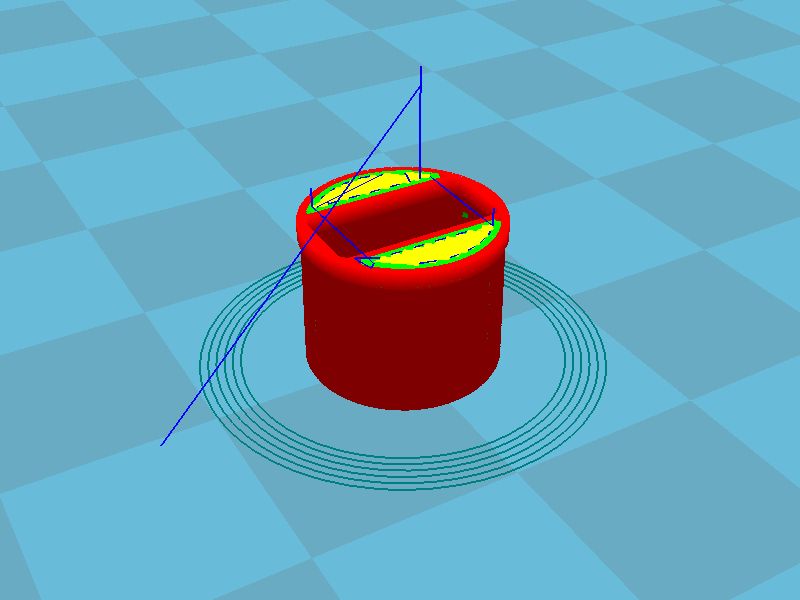
実際のプリント。
周回数が増えました。
この設定で、運用して様子を見てみます。