
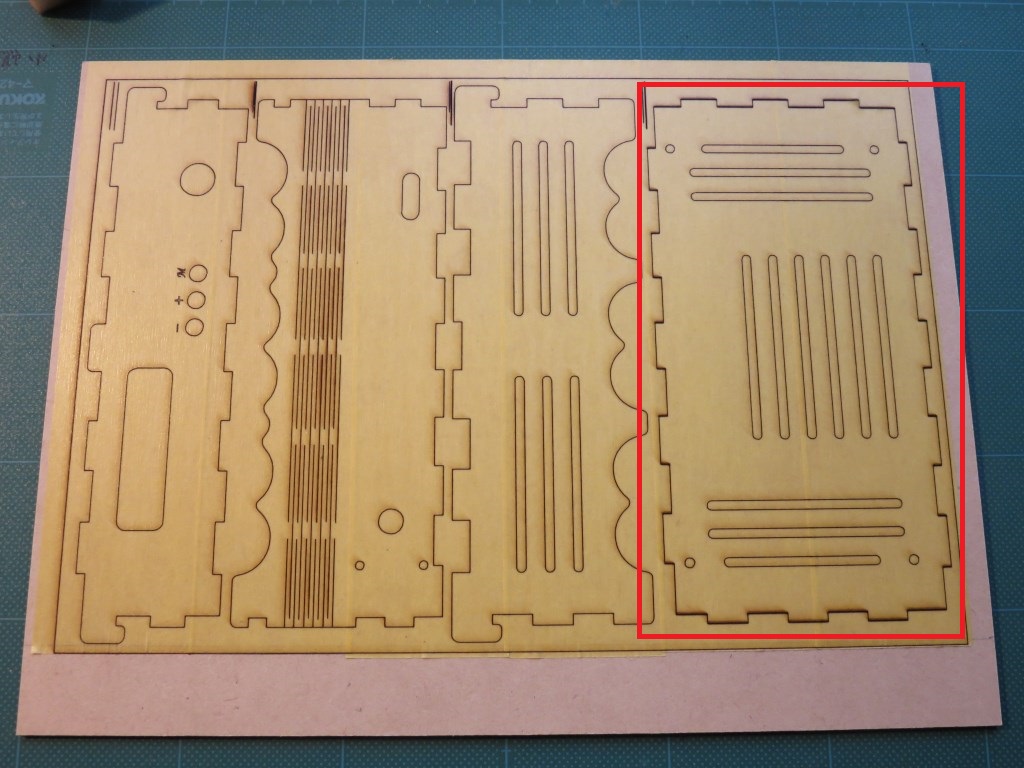
またまた、位置ずれです。
しかも、今まで問題なかったデータの特定の部品だけ。
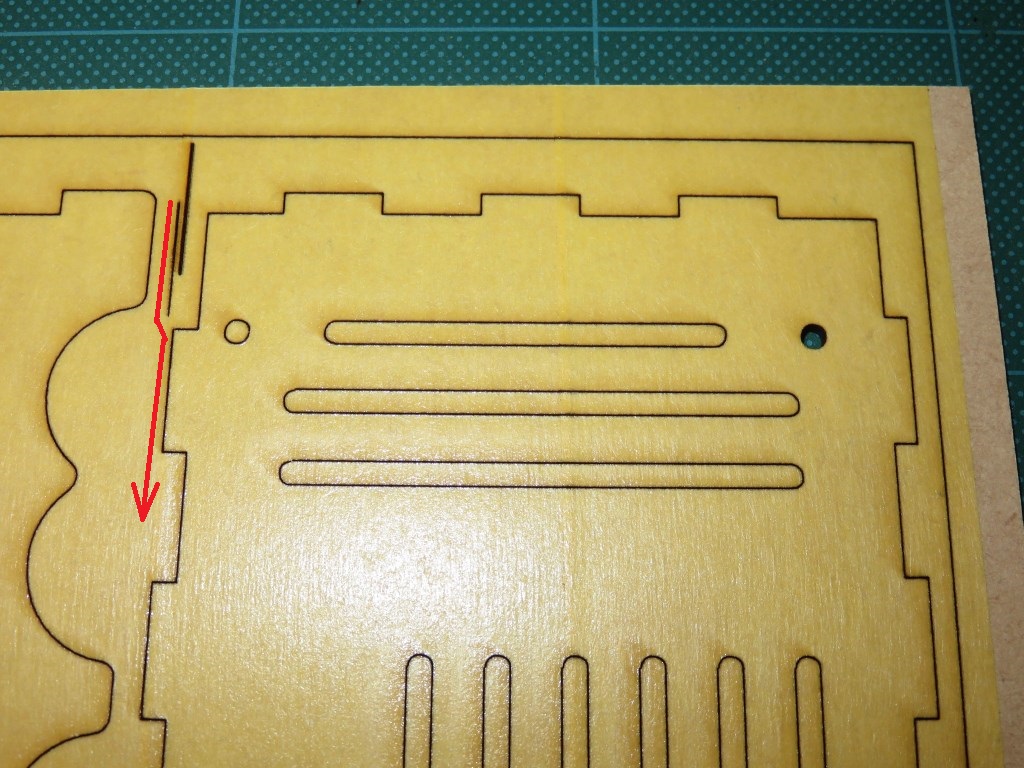
写真の赤枠内の部品の外周だけ位置ずれします。
内部の抜き穴は正常です。
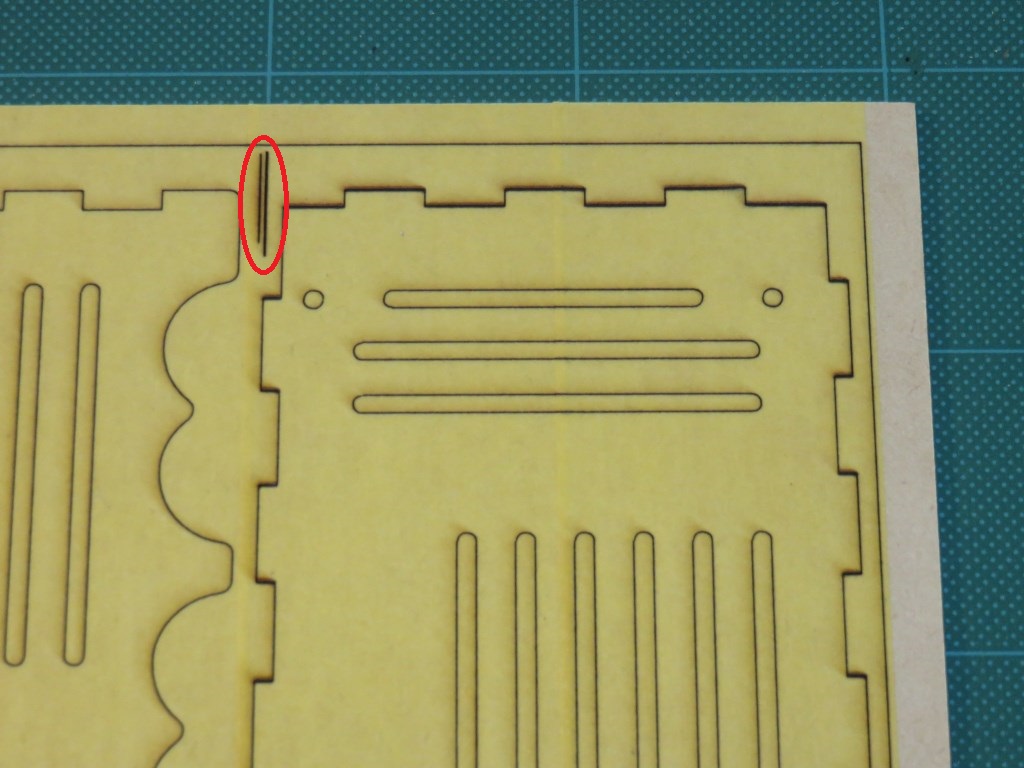
拡大。
赤丸内は捨てデータです。
一番最初に加工する線が位置ずれし易いという経験から、一番最初にカットする短い直線を、捨てデータとして配置しています。
捨てデータが2本あるのは、部品の外形と内部の抜き穴を色分けしてカットしているからです。
ちなみに、捨てデータが位置ずれして、本データが正常に加工できている例です。
捨てデータがぶれて太くなっています。
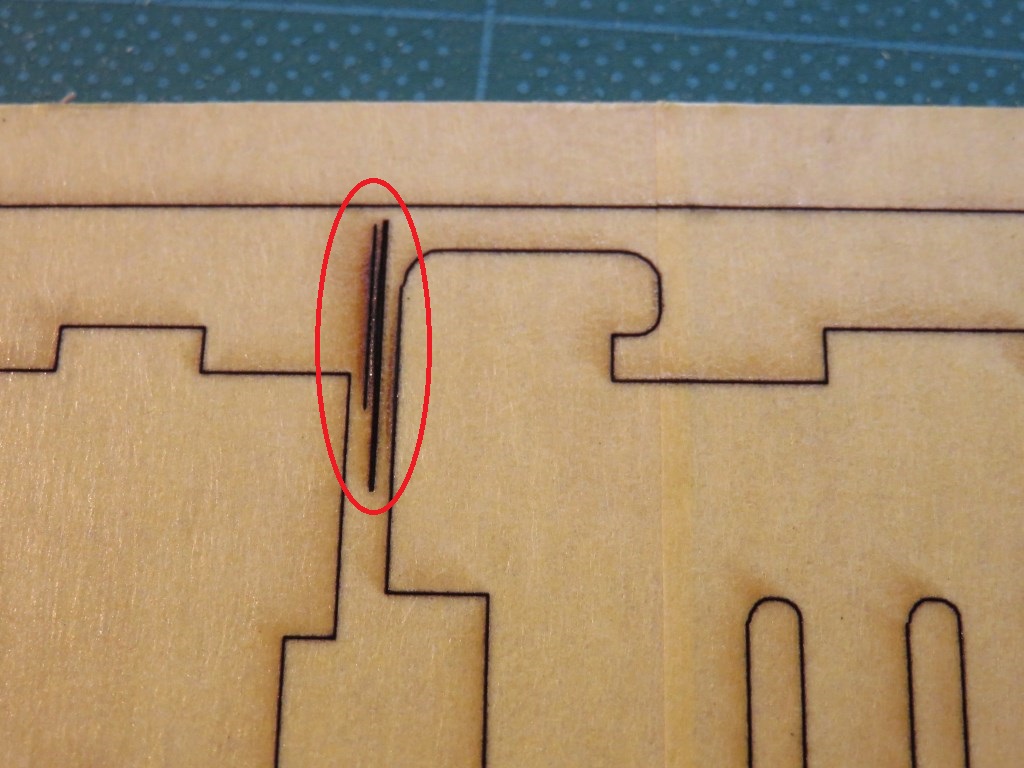
今まで問題なかったデータで発生しているので、メカ要因なのでしょうが、メカ調整では対処できませんでした。
部品の外周部分のカット方法を、反時計回りから時計回りに変更することで、改善しました。
改善前。Y方向にカット線がぶれています。
写真のような軌跡で捨てデータを経由してから、時計回りに加工していきます。
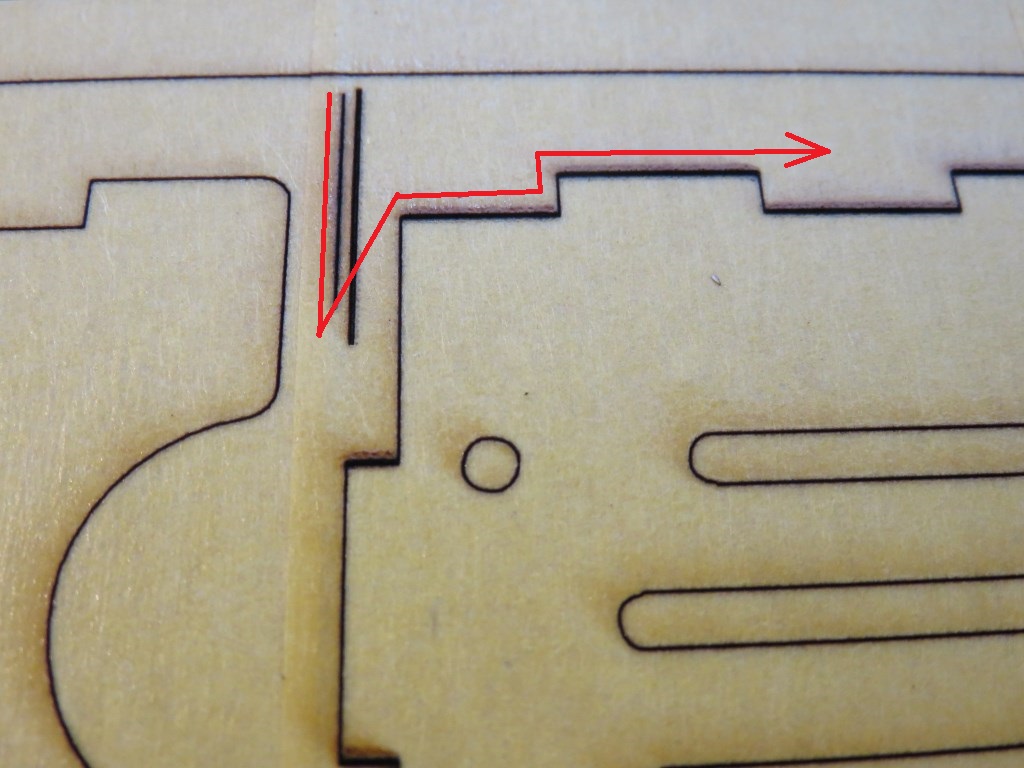
改善後。正常です。
捨てデータを若干下方へ移動したことにより、矢印のように反時計回りに加工していきます。
推測するに、反時計回りの移動に問題があるということでしょうか?
ソフト的な要因が関係しているのかは、わかりません。
MINI V PLATE 両端のベルトのテンション差がバックラッシュにつながっている気がします。
テンションスプリングをベルト両端、各軸2個、計6個に増やしてみるのはどうでしょうか。
たまさん
コメントありがとうございます。
なるほど!
往路と復路(モーターの正転と逆転)でテンションがことなるので位置決めに差が出るということですね。
同じ図形を複数回加工するとずれていきますね・・・・
だから捨てデータからスタートすると、毎回同じ方向からの本データ加工になるので改善するのかもしれませんね。
厳密には、捨てデータもずれて行く気がしますが・・・
今あまりトラブってはいないのですが、スプリングはたくさんあるので試してみますね。