
Y軸の調整をやりなおしました。
結局、こういうことです。
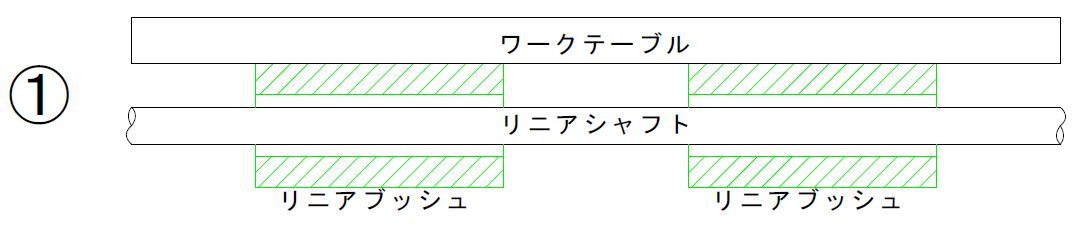
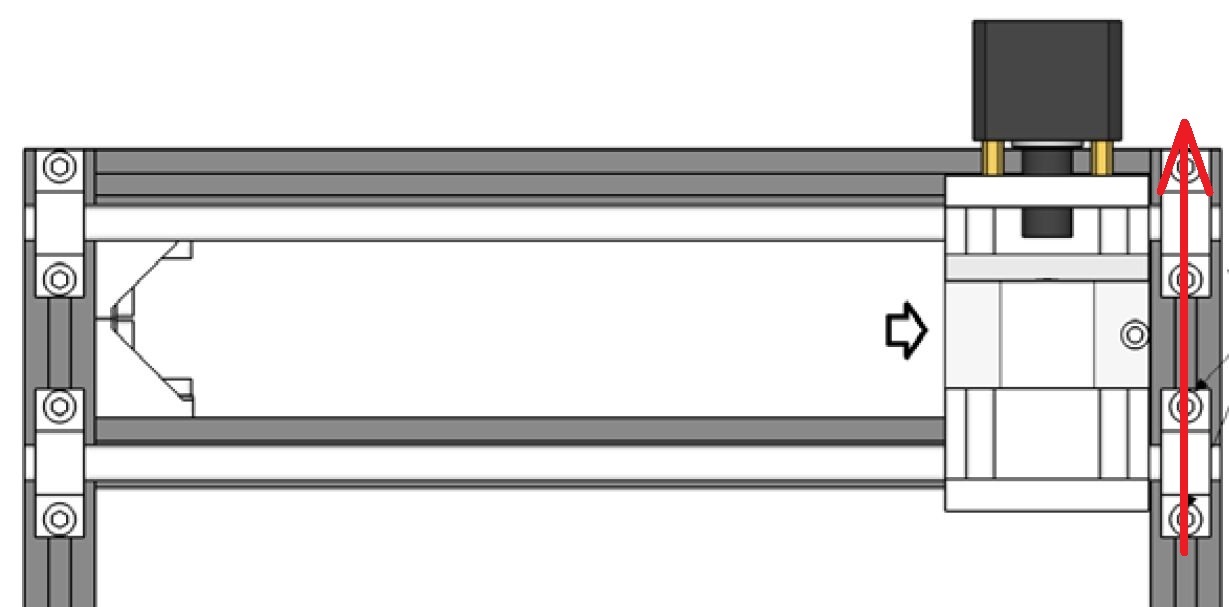
①正常な状態
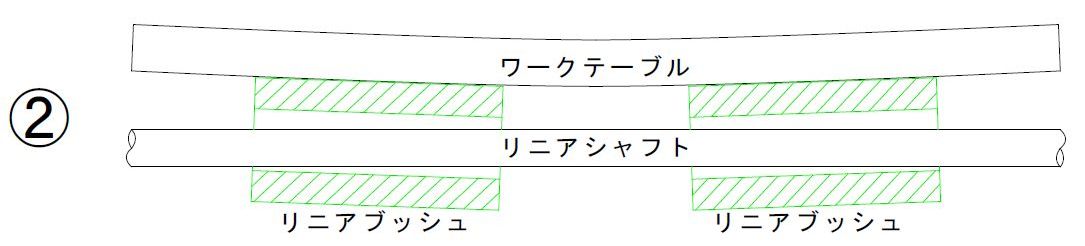
②ワークテーブルが凹んだ状態
私の購入物がこの状態でした。
ワークテーブルの反りに倣ってリニアブッシュが取り付けられているので、リニアブッシュとリニアシャフトの関係が平行でなく、芯が出ていません。
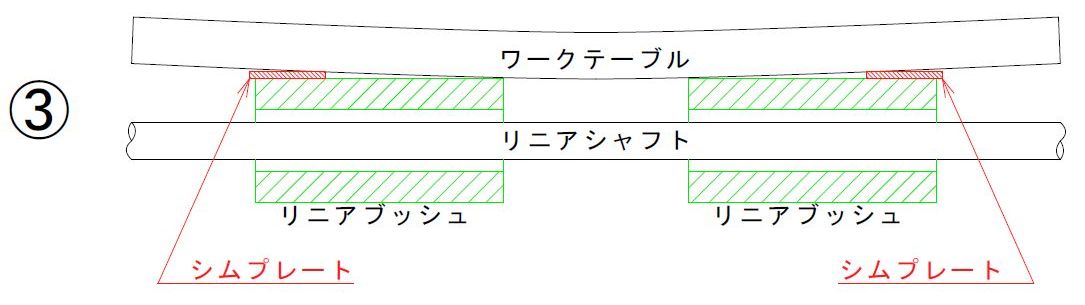
③シムプレートを入れて補正した状態です。
今回はこの方法で、Y軸の動きがX軸並みにスムーズになり、音も静かになりました。
④ちなみに前回の調整がこちらでした。
これではいつまで立っても、ニアブッシュとリニアシャフトの芯は出ませんね・・・
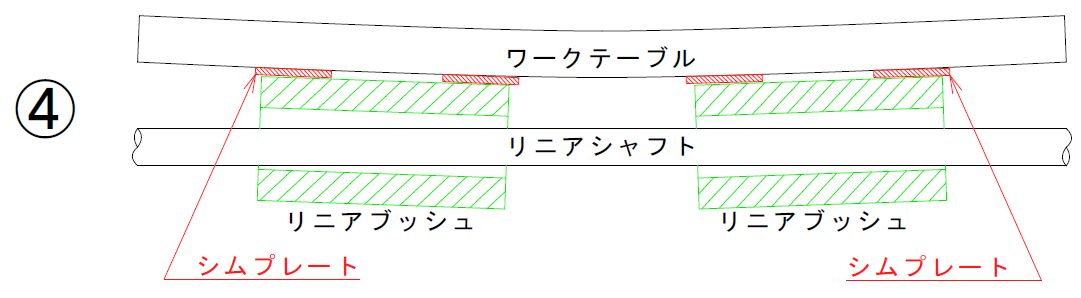
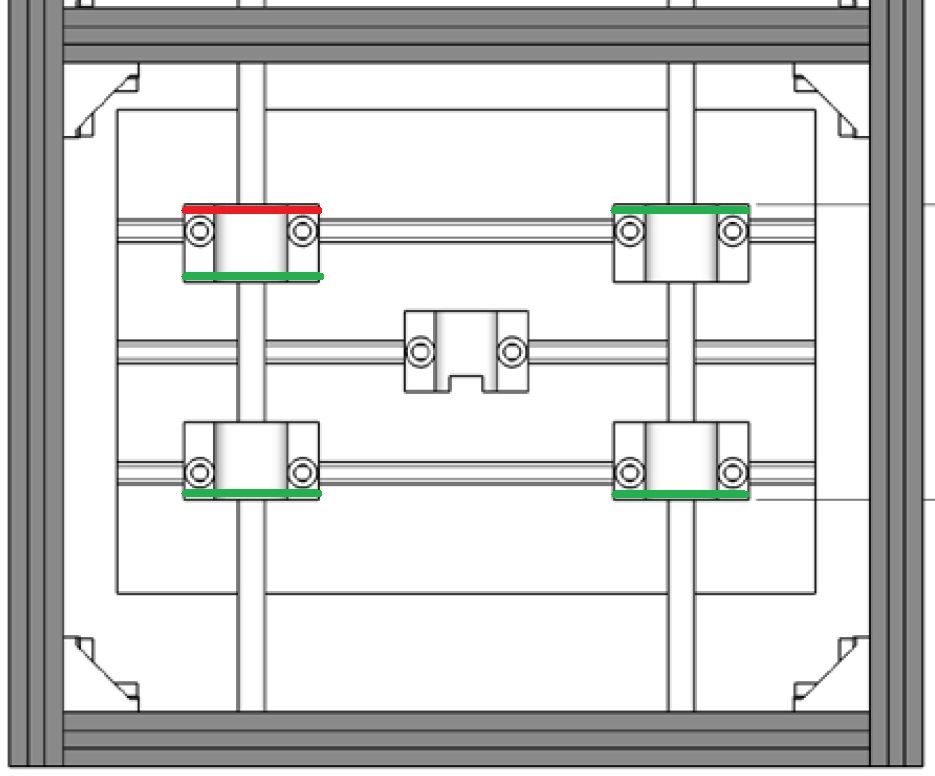
実際に挟んだシムプレートの様子は下記のとおりです。
緑色の線の位置に0.2mm、赤色の線の位置に0.4mm分のシムプレートを敷きました。
尚、使用したシムプレート1枚の厚みは0.1mmです。
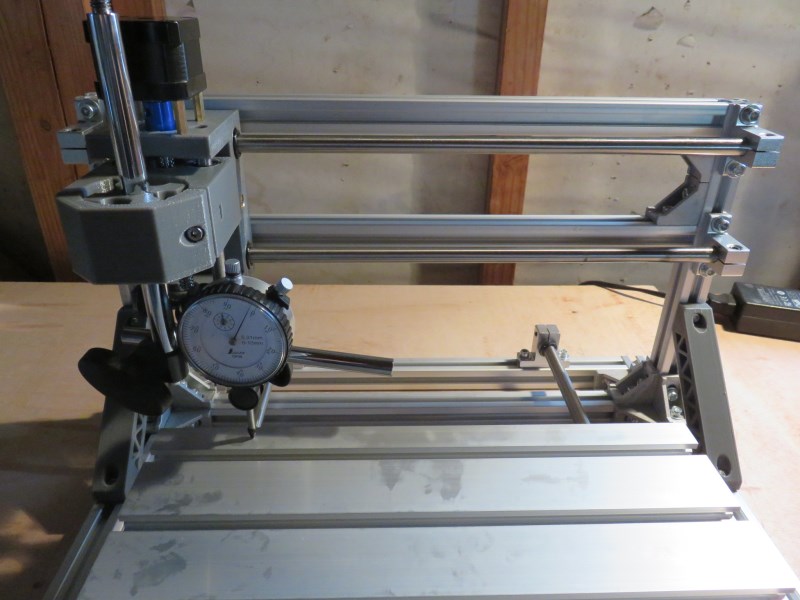
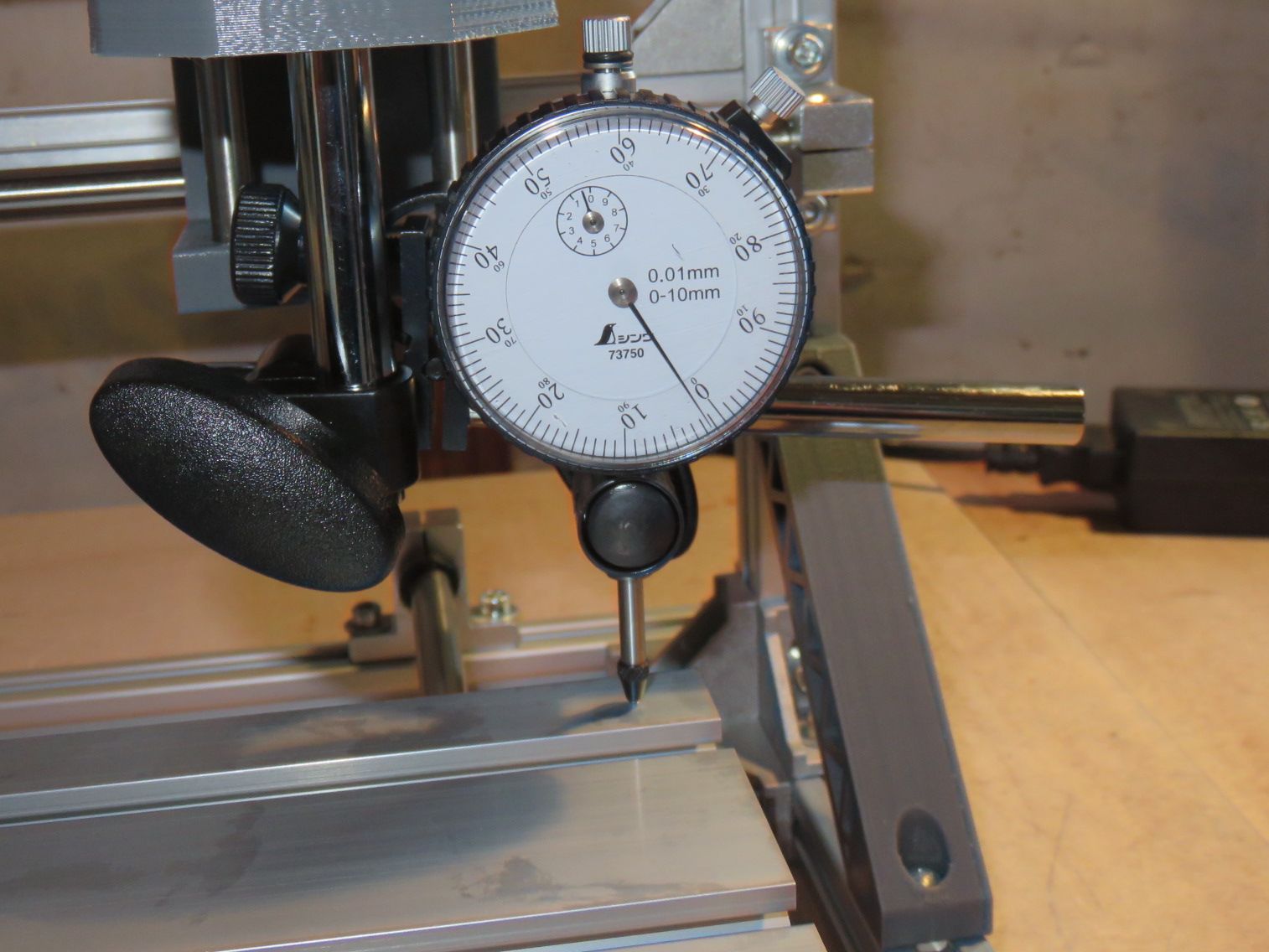
ダイヤルゲージでスピンドル(X軸)とワークテーブルとの並行を見ます。
大きく傾いていなければ、調整する意味はあまりないかもしれません。
なにしろ、テーブルが0.3mmほど凹んでいるのですから・・・
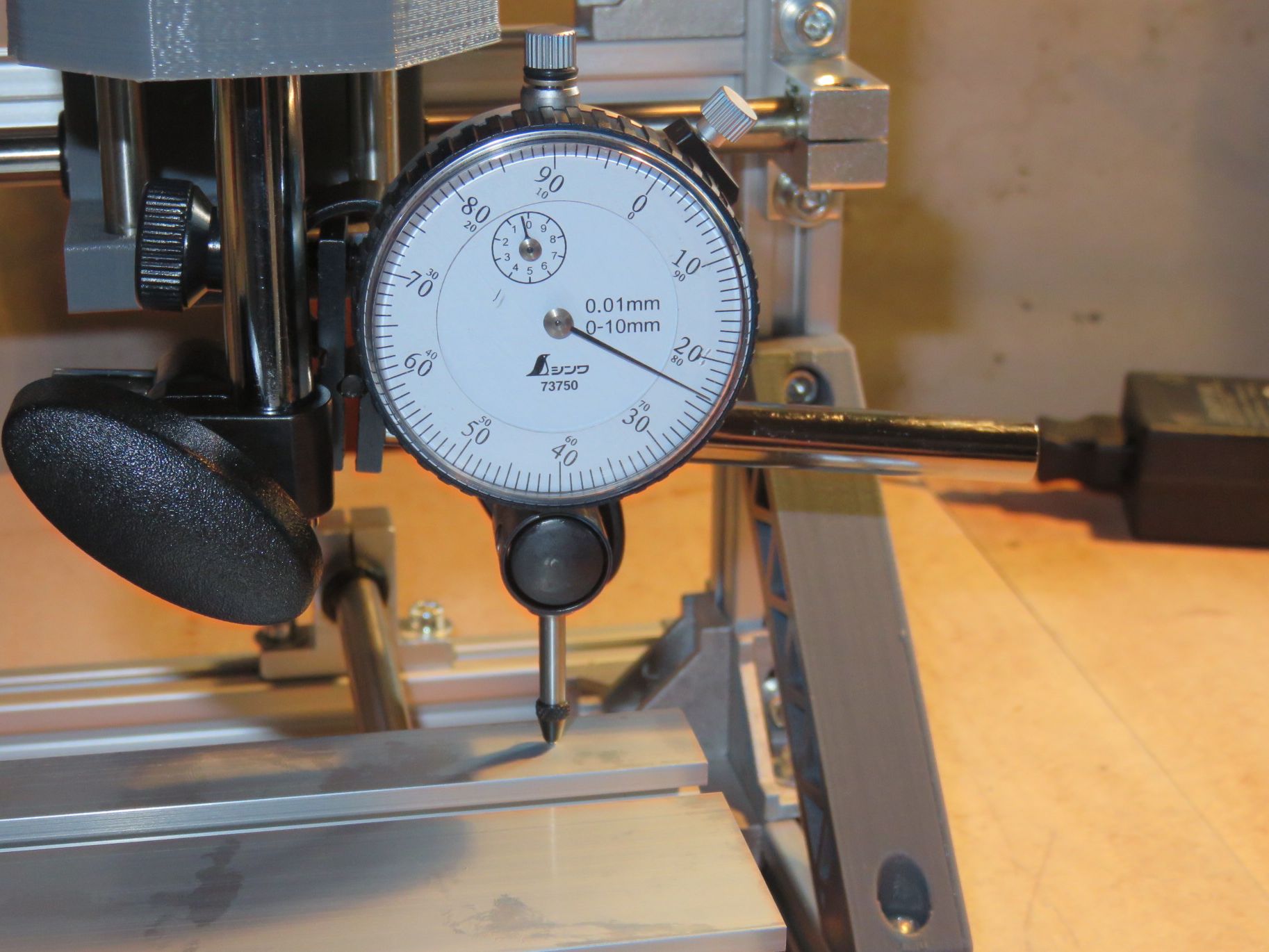
テーブルの奥。
左端に対して、右端が0.24mmほど高くなっています。
テーブルとX軸の距離が右端のほうが近くなっているということです。
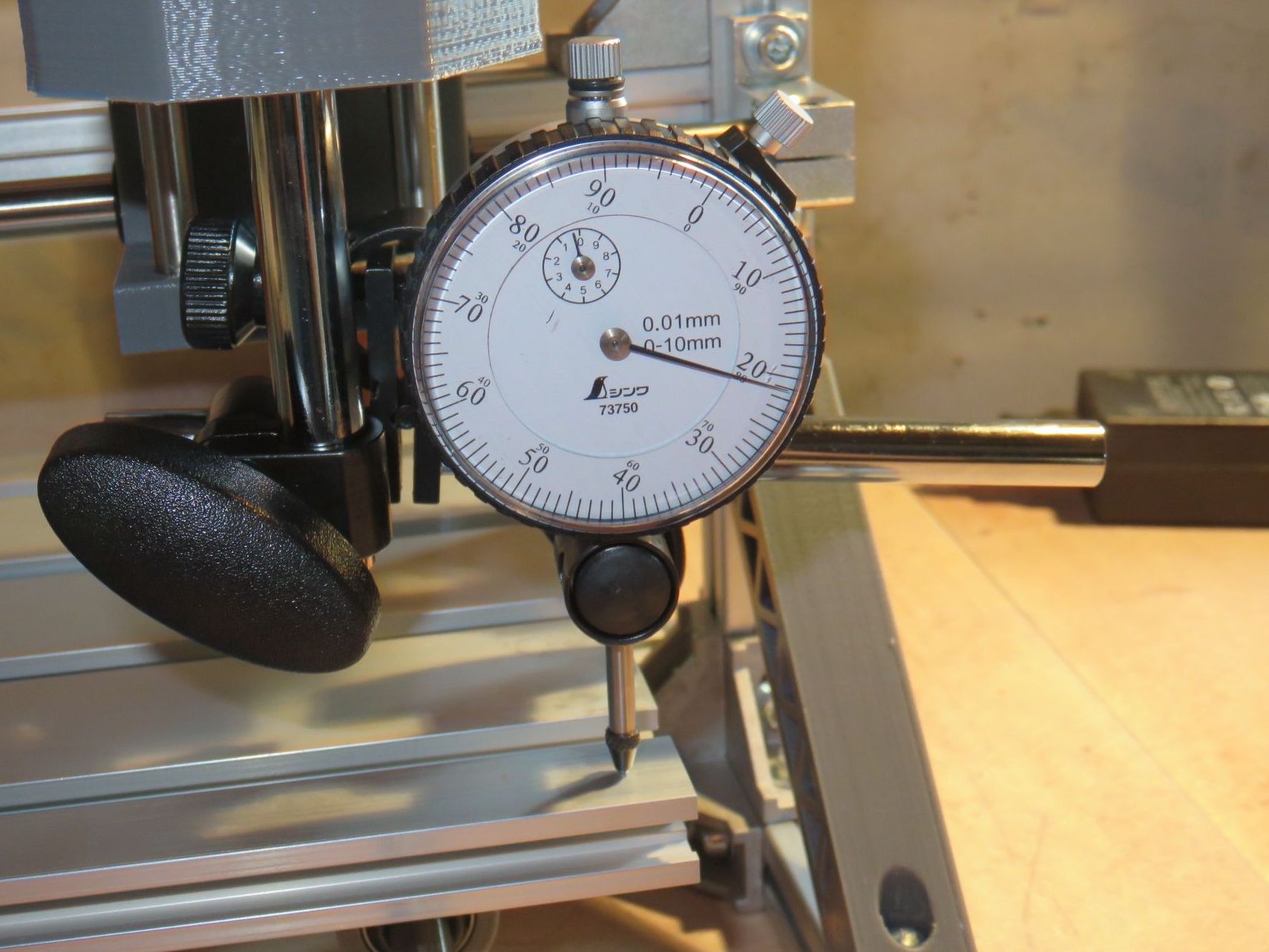
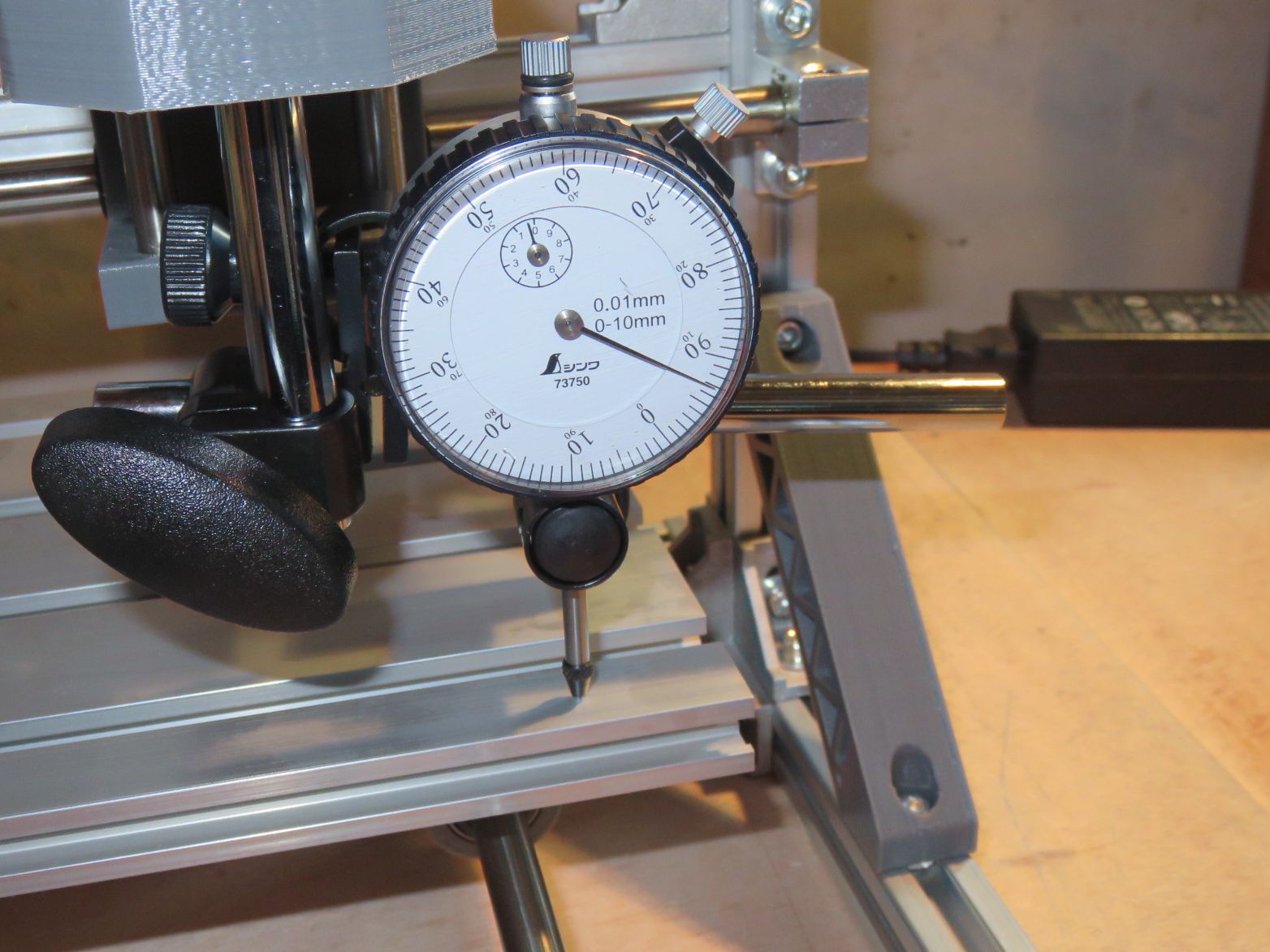
テーブルの手前。
左端に対して、右端が0.21mmほど高くなっています。
というわけで、X軸の右端側(リニアシャフトのサポート)を若干上に持ち上げます。
気にしすぎかもしれませんが、リニアシャフトを曲げてはいけないので、左端のサポートのボルトも少し緩めます。
その際、上下のシャフトを同時にいっぺんに緩めると全体がずり落ちるので、別々に行います。
調整後。
±0.1mm以内に収まりました。
このくらいが調整の限界でしょう。
Y軸方向の平行度も手前と奥の差が(中央は反っているので考慮しませんでした)、運良く±0.1mm以内に収まっていたので、これで並行出しは終了とします。