
X軸組み立て
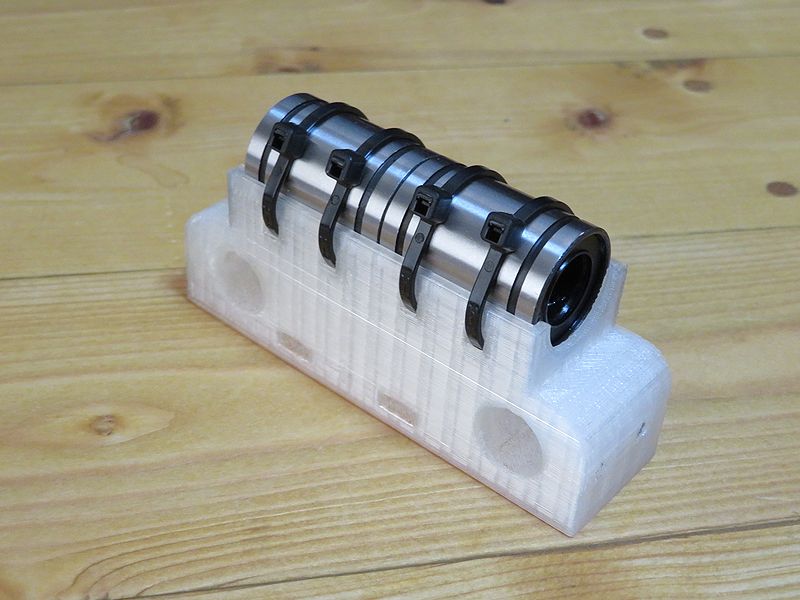
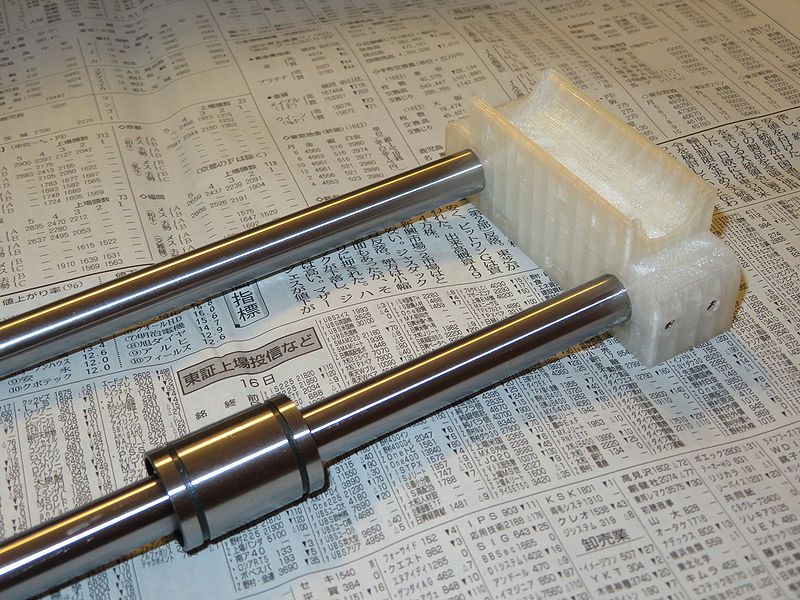
X軸を完成するに当たり、Y軸キャリッジのテストピースを印刷しました。
積層ピッチ0.2mm。
シャフトの取付穴は横穴なので形状がつぶれ気味です。
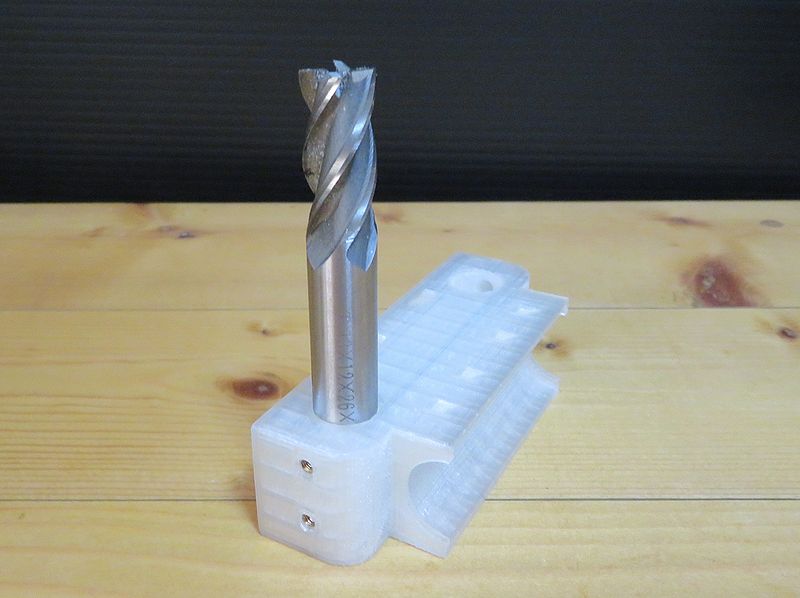
リーマー通そうかと考えましたが、12mmのリーマーって高そう。
結局、中華なやっすいエンドミルで、リニアシャフトの取り付け穴のバリ取りしました。
12mmのシャンクがスコスコ入るので、きっといい感じにシャフトも入るでしょう(多分) 。
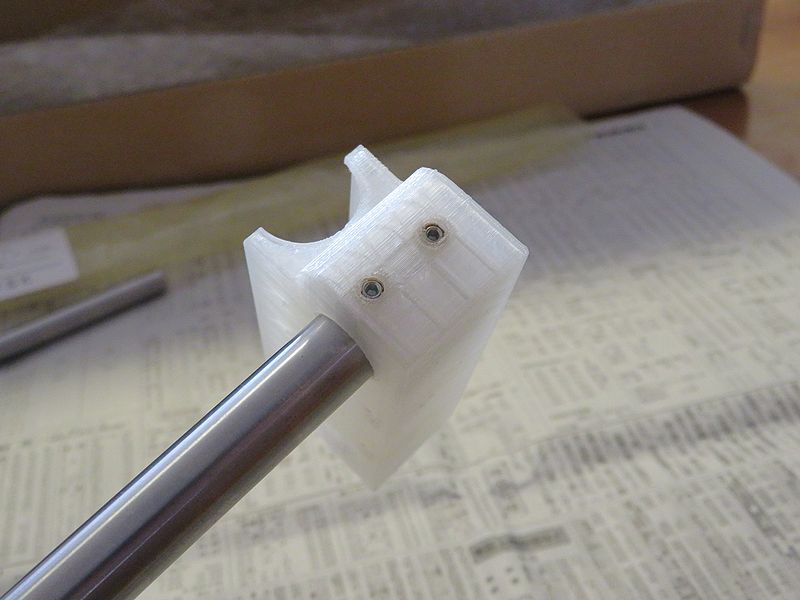
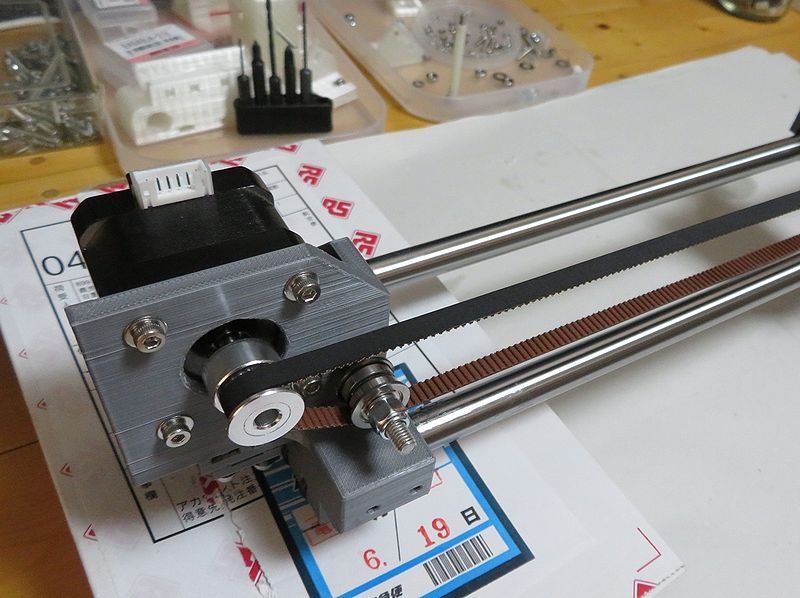
その後YSKのリニアシャフト届いたので、テストピースへの組み付け。

エンドミルでのバリ取りの効果あって、ガタもなく良さげです。
イモネジとインサートナットで締め付けます。
アリエクのリニアブッシュがちょっとうるさい気がするけど、国産だったらもっと静かだったりするんでしょうか・・・
本番のキャリッジを印刷しました。
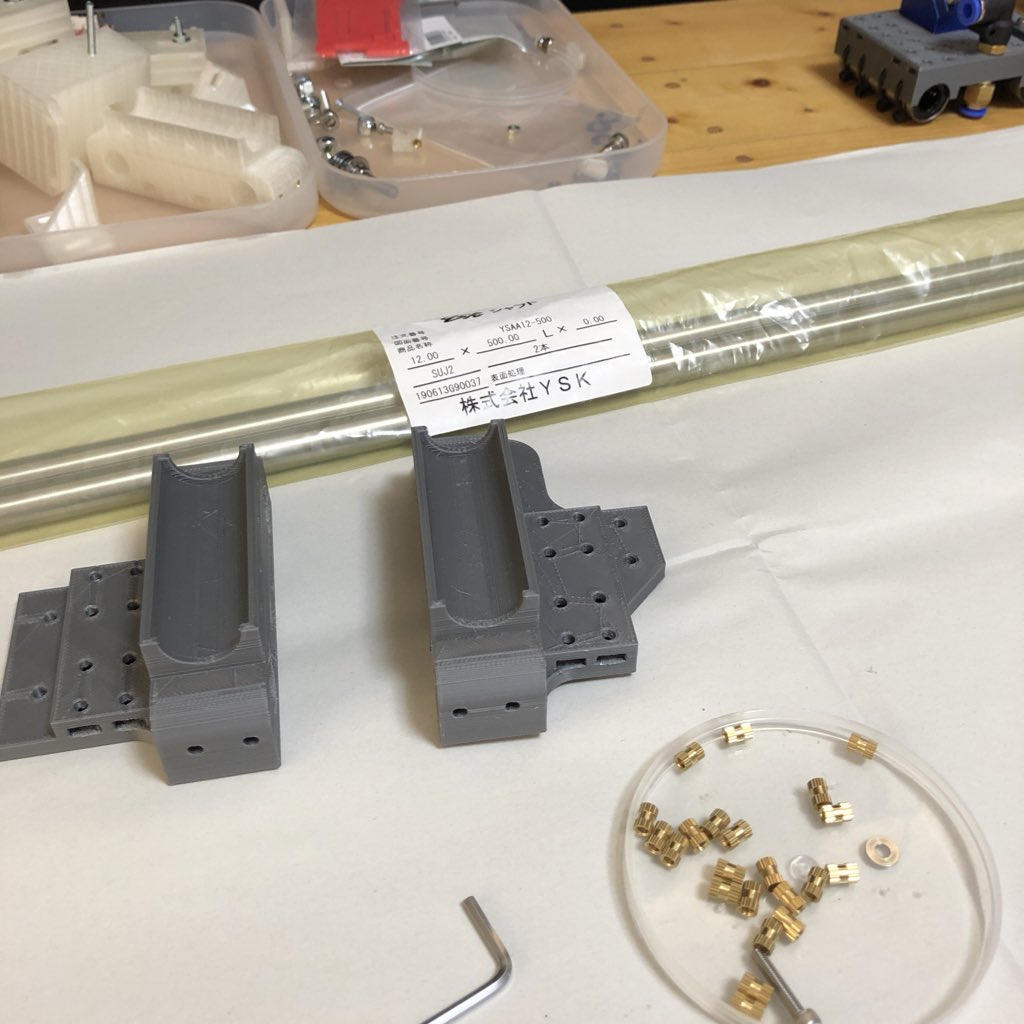
クリアフィラメントは在庫がたくさんあったので使ってたんですが、 小物の印刷も大方出揃ったので、そろそろフィラメントをグレーに変えようかなというところでした。
クリアは少し残しときたいし・・・

リミットスイッチ取り付け用のベース。
スイッチはCNC3018用に買ったもの。
ネットでちらほら見かけるノイズ対策用のフィルター回路部品が基板に実装されています。
ちょっと大きいけどたくさんあるので使います。

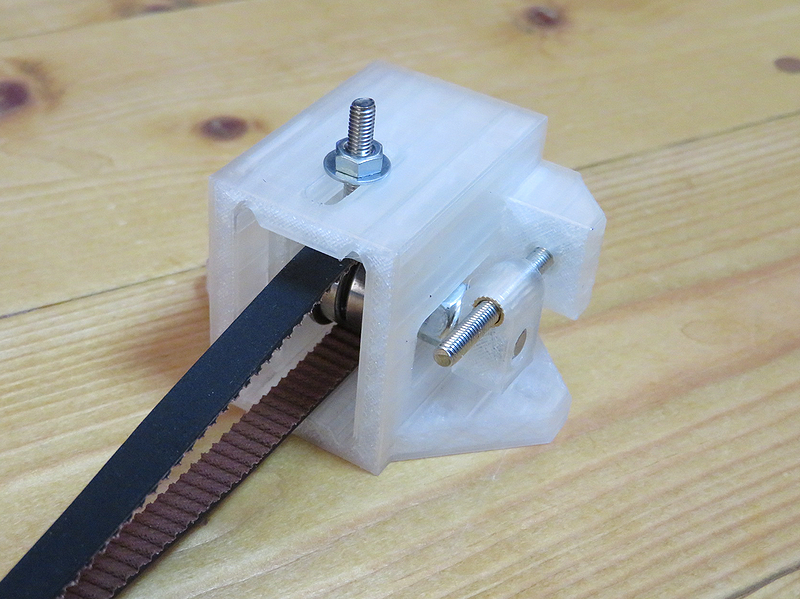
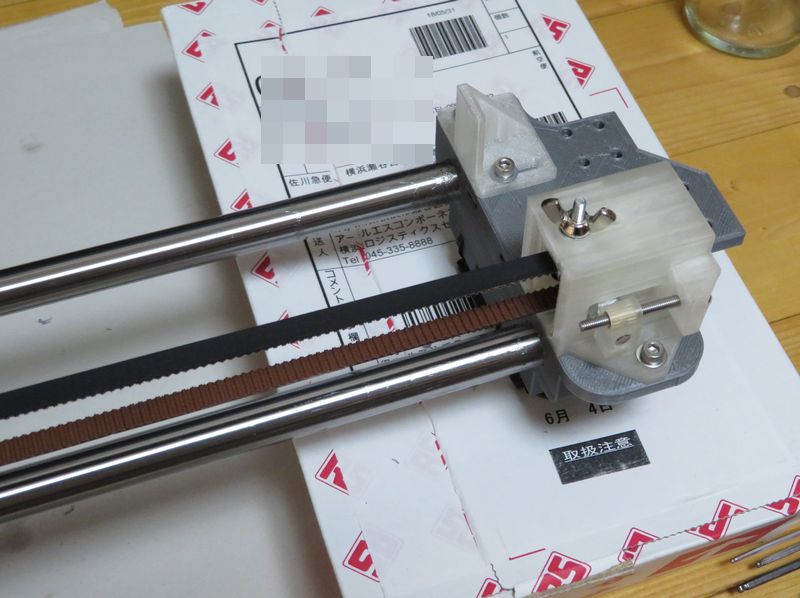
X軸用のベルトテンショナー。
光学系のじゃまにならないように、Y軸用よりコンパクトにしています。
基本積層ピッチ0.2mmなんですが、このパーツだけは0.1mmピッチで摺動部の面をきれいに出してます。
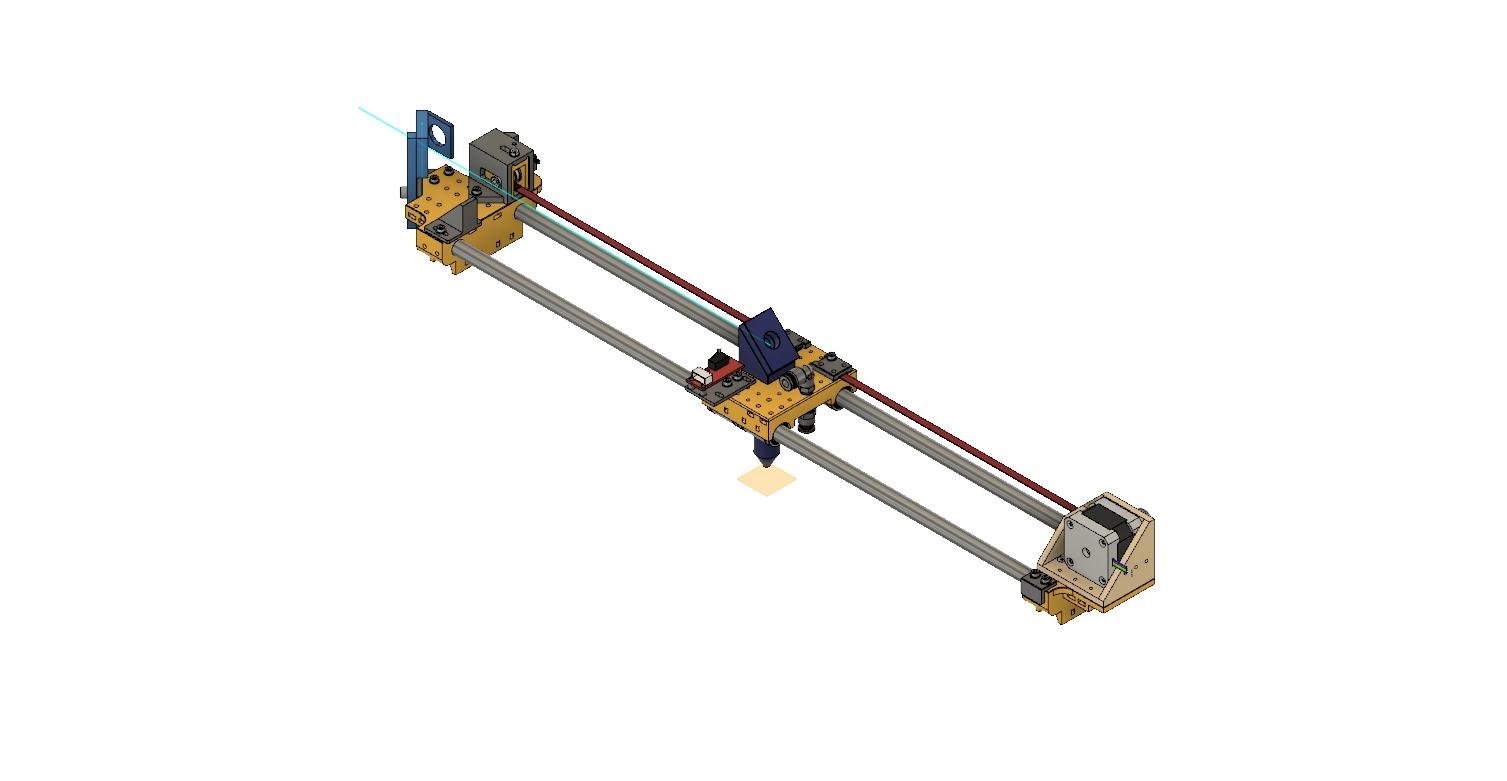
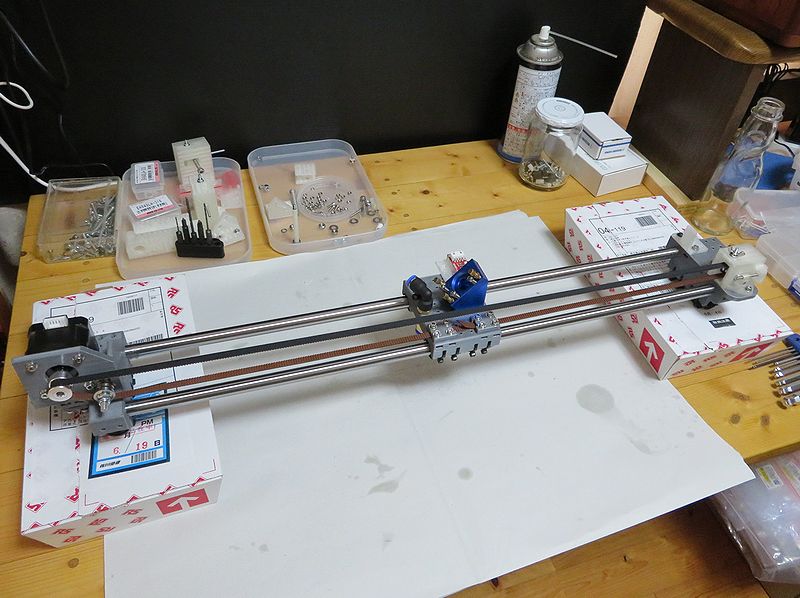
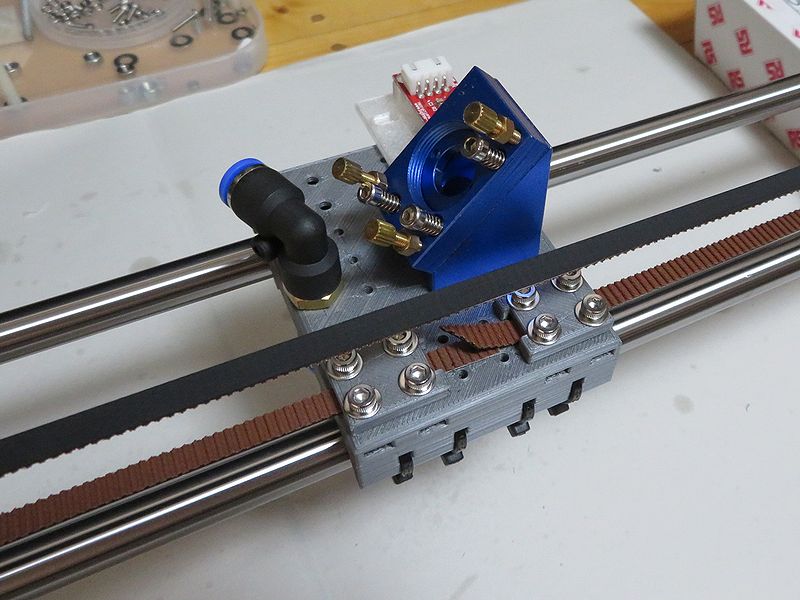
X軸の組み立て後。
第2ミラー以外はほぼ実装済みです。
単体で駆動試験できそう。
モーターはCNC3018よりの転用品です。
実はテンショナーのプーリーとベルトの組付けがすごくやりにくかったです。
設計ダメダメ・・・、でも、テンショナーは便利。
X軸動作テスト
よくわからないのでとりあえず、JOGコマンドでX軸を動かしてみました。 F2000で300mm動かしてます。
ソフトはchilipepprです。
次にホーミング(原点出し)をやってみます。
X軸しか組み上がってないので、ダミーでY、Z軸にもリミットスイッチ接続して、手動でオンオフさせて、X軸のホーミング動作を確認したかったんですが苦戦。
正しい原点サーチの動作がイメージできてないからY、Z軸のダミーの動作が手動でうまくできません
スイッチはCNC3018用に買ってたNOタイプ。
そもそもGRBLはどうやってNCとNOを見分けるのだろう?
その後ネット検索していて、こちらの動画で同じスイッチをCNC3018に取り付けてホーミングされているのを拝見。
2回スイッチを叩くようです。
ありがたや。
Grblのホーミングに関してですが、そもそもリミットスイッチのNCとNOの設定などなくて、スイッチの状態変化を監視しているのではないでしょうか。
ホーミング時にスイッチがOFFからONに変化したら逆方向に移動し、その際スイッチが ONからOFFへ変化するのを確認しスイッチの存在を確定しているような気がします。
実際のX軸のホーミング動作です。
リミットスイッチはX軸キャリッジの赤い基板にのっていて、スイッチONでLEDが点灯します。
Y、Z軸のリミットスイッチは画面の外で私がそれっぽく叩いています。
ホーミングの動作は下記の手順と思われます。
1.Z軸のホーミング動作(今回は手動でリミットスイッチを操作)
2.X軸の ホーミング 動作(下記のように稼働)
①ホーミング開始しスイッチに接触
②スイッチがOFFからONへ変化するのを検出
③逆方向に移動しスイッチから離れる
④スイッチが ONからOFFへ変化するのを検出
⑤低速で再度スイッチ方向に移動し正確に原点を検出
⑥設定量だけスイッチから離れる
3.Y軸のホーミング動作(今回は手動でリミットスイッチを操作 )
実際にはX軸とY軸は同時にホーミング動作します。
次回はY軸の組み立てです。